Conveyor Belt Rip Accident Prevention

Matsushima Measure Tech
Problems at the site
Conveyor belt rip accident generally happens at transferring chutes area.
There are many transferring chutes required to transport raw materials from mining area or ship unloading facilities to next process on bulk material handling process, however, this transferring chute area has a risk of belt rip accident which happens when sharp stone or other foreign obstacles mixed in the transported raw material stack in the conveyor belt just underneath the transferring chute and tear the belt because the conveyor is stil running.
Belt Rip Detector is the solution to detect the accident and stop the conveyor to minimize the loss but there are some problems of detecting performance or maintenance work, etc.
Malfunction by site vibrations
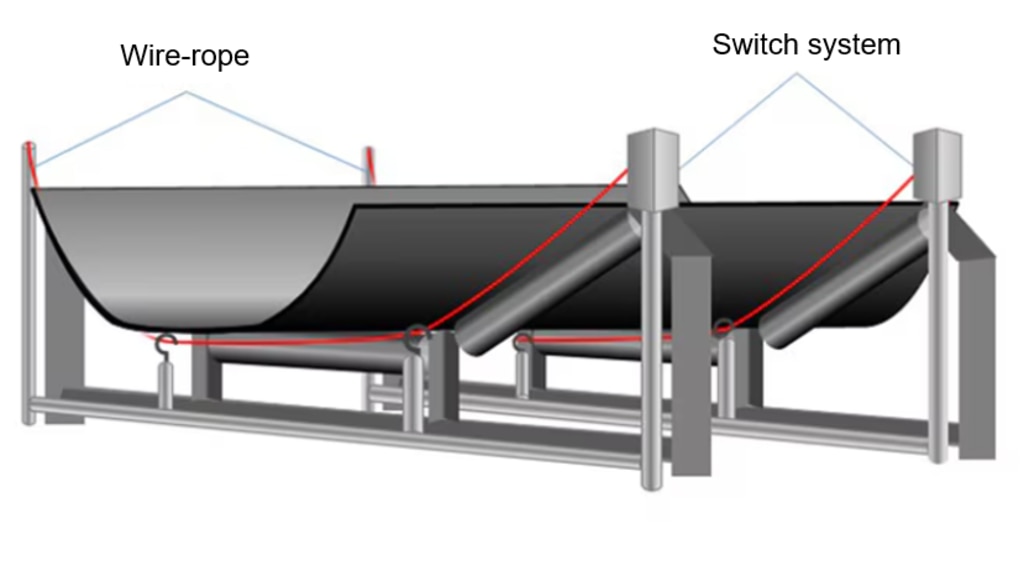
Wire-rope Switch Type Belt Rip Detector with mechanical switch construction may cause malfunctions frequently when the site vibration is big.
Undetectable Dead Space
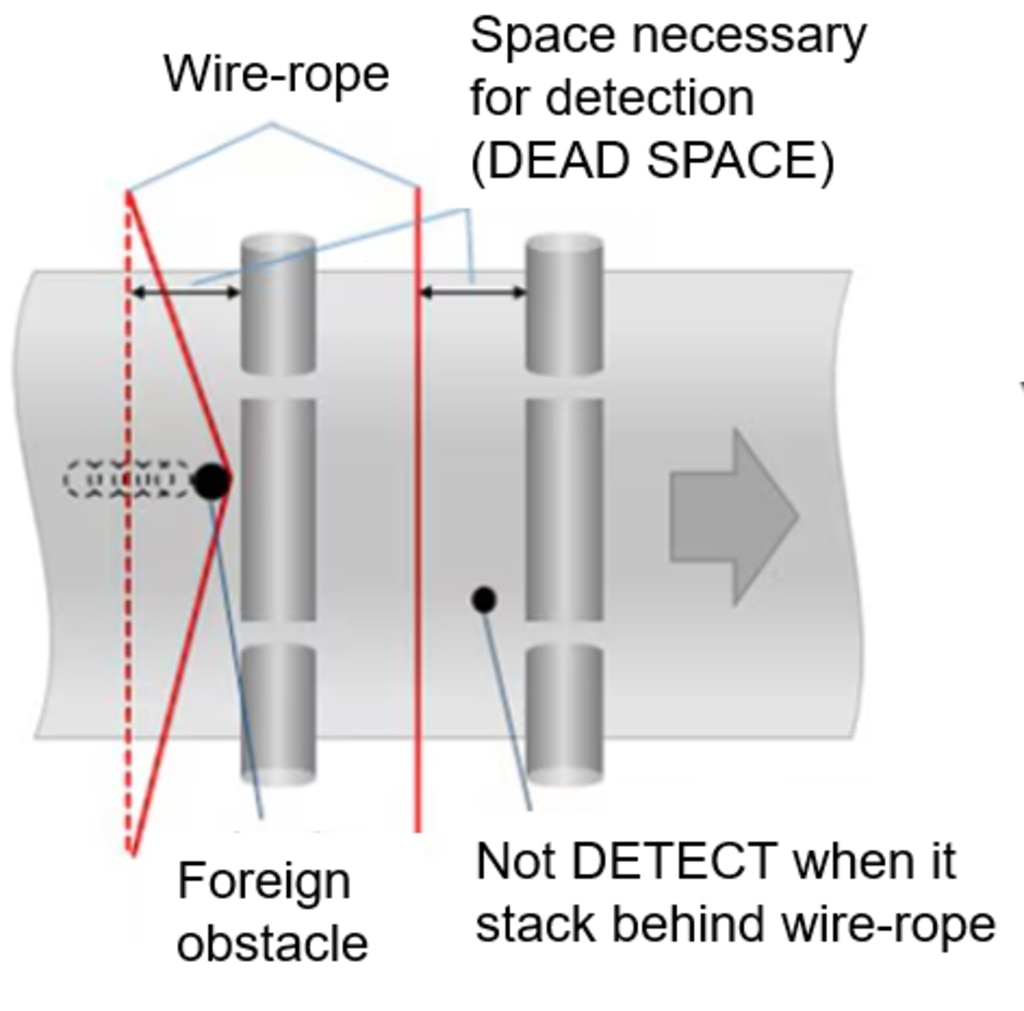
Wire-rope type detector requires certain space for tripping switch and this space becomes DEAD SPACE for detection.
Heavy installation work
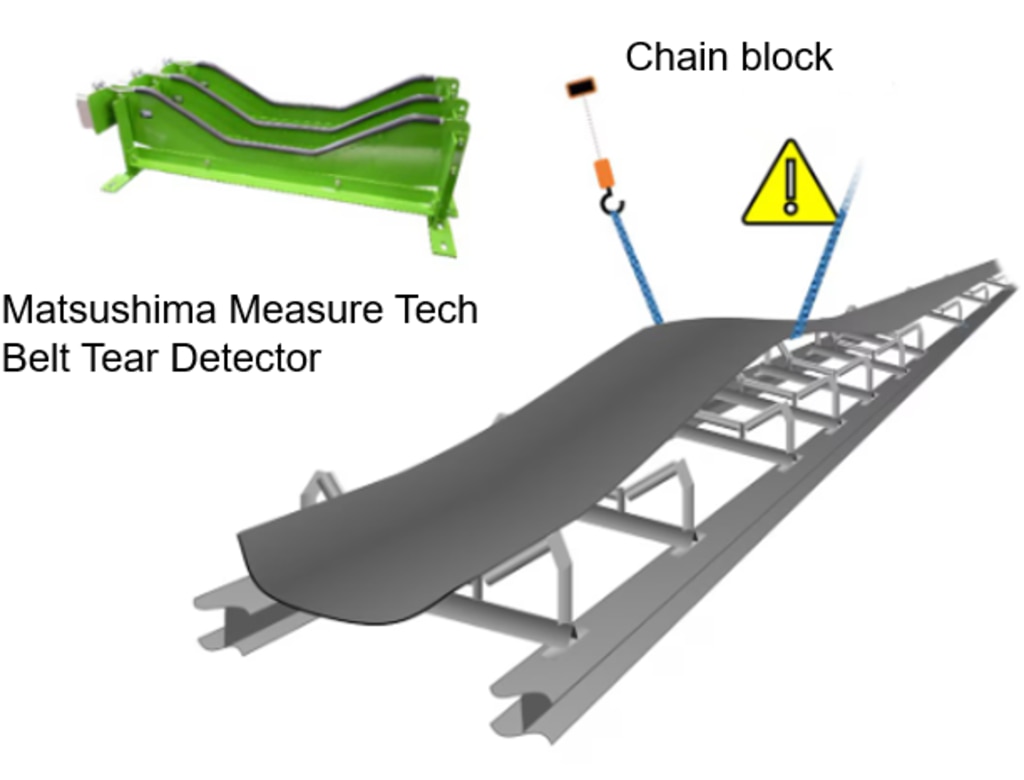
Conveyor belt must be suspended by chain block to install the detectors and those work sometimes requires unexpected time and manpower.
Trough Angle Adjustable Belt Tear Detector solves them!
Matsushima Measure Tech Belt Tear Detector, which sensor system is touch sensor principle instead of wire-rope system and has trough angle adjustment mechanism, provides stable detection without dead space and easy & flexible installation.
Stable under vibration
Simple touch sensor construction (instead of mechanical switch) provides stable performance without malfunctions due to the site vibration.
Detection without space
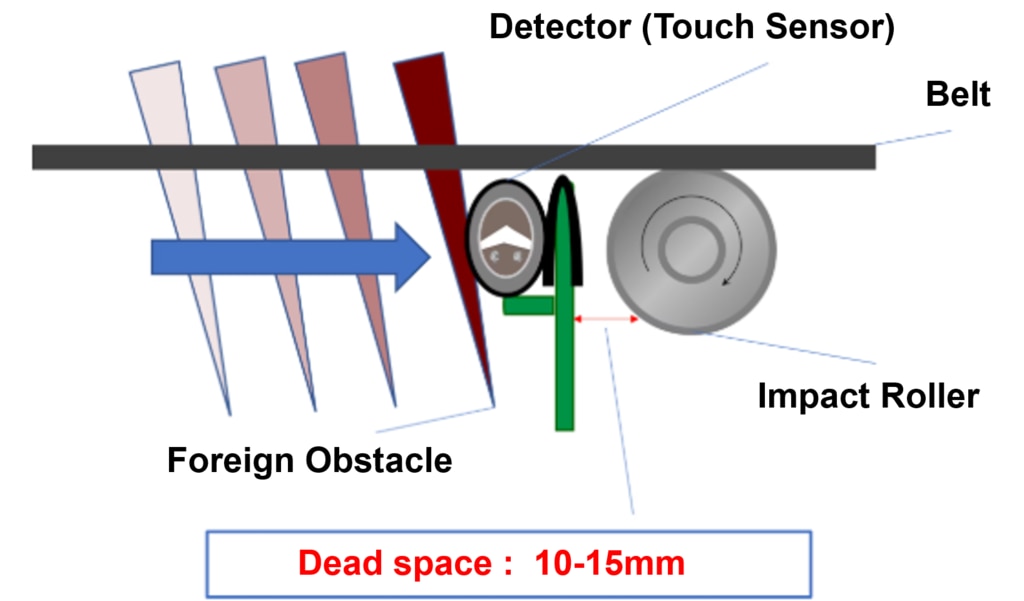
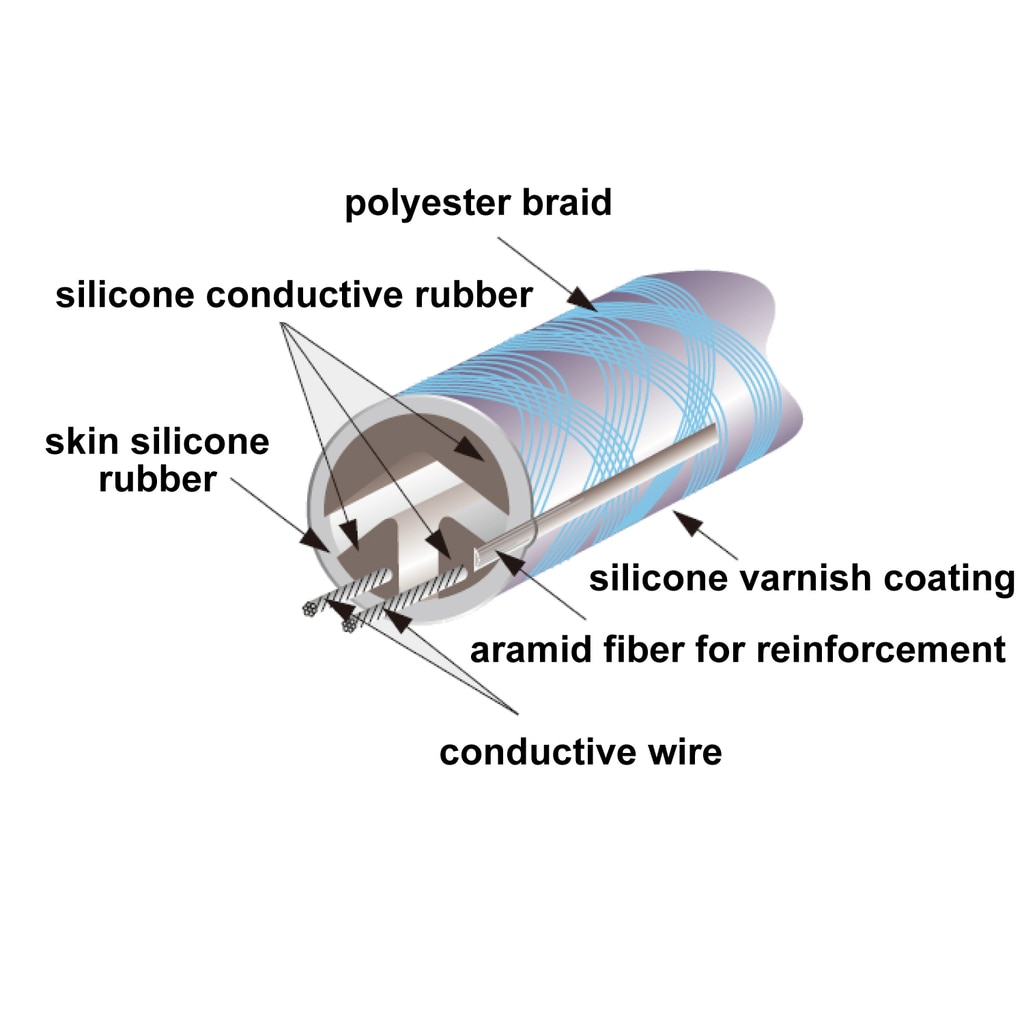
It is touch sensor (cable switch) system which detects when it is pressed by the foreign obstacle.
So, the dead space is quite narrow because the necessary space for detection is small.
Easy & Flexible installation
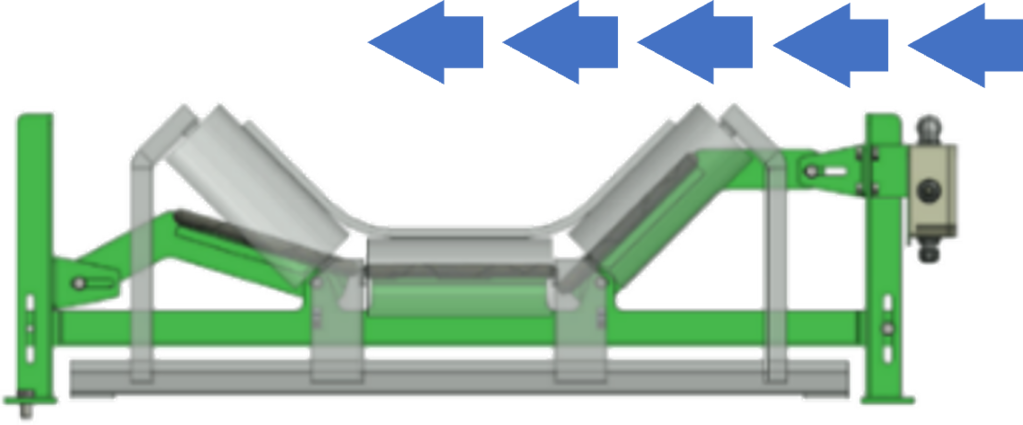
Trough angle adjustment mechanism allows easy installation without suspending the conveyor belt by chain block.
Installation work time including preparation will be reduced into half or less.
Featured Functions
Immediate detection for the rip accident
This touch sensor (cable switch) system immediately detects the rip accident because of the simple but reliable construction above.
Detection sensitivity maintained
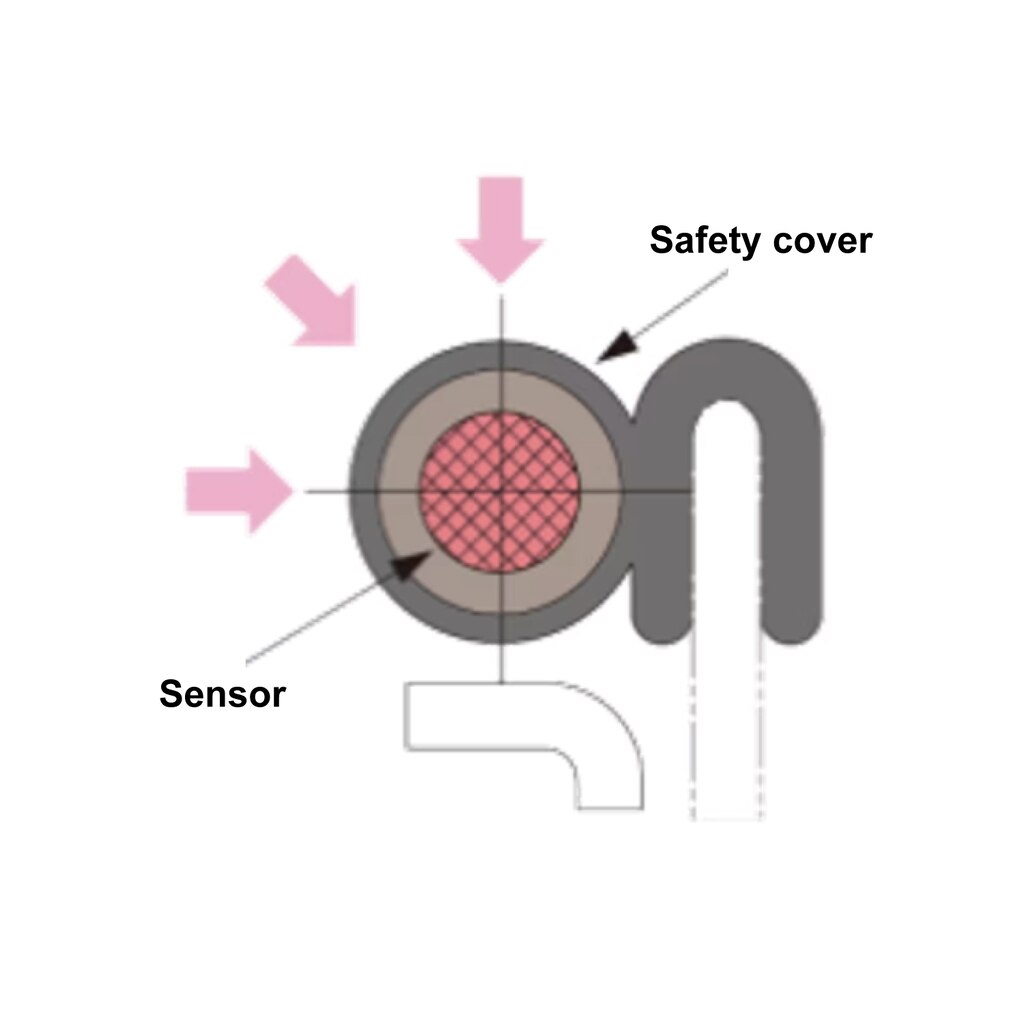
The touch sensor is protected by safety cover and has no bad influence from dust accumulation or environmental conditions such as ultraviolet rays, sea breeze, etc.
Multiple sensors configuration
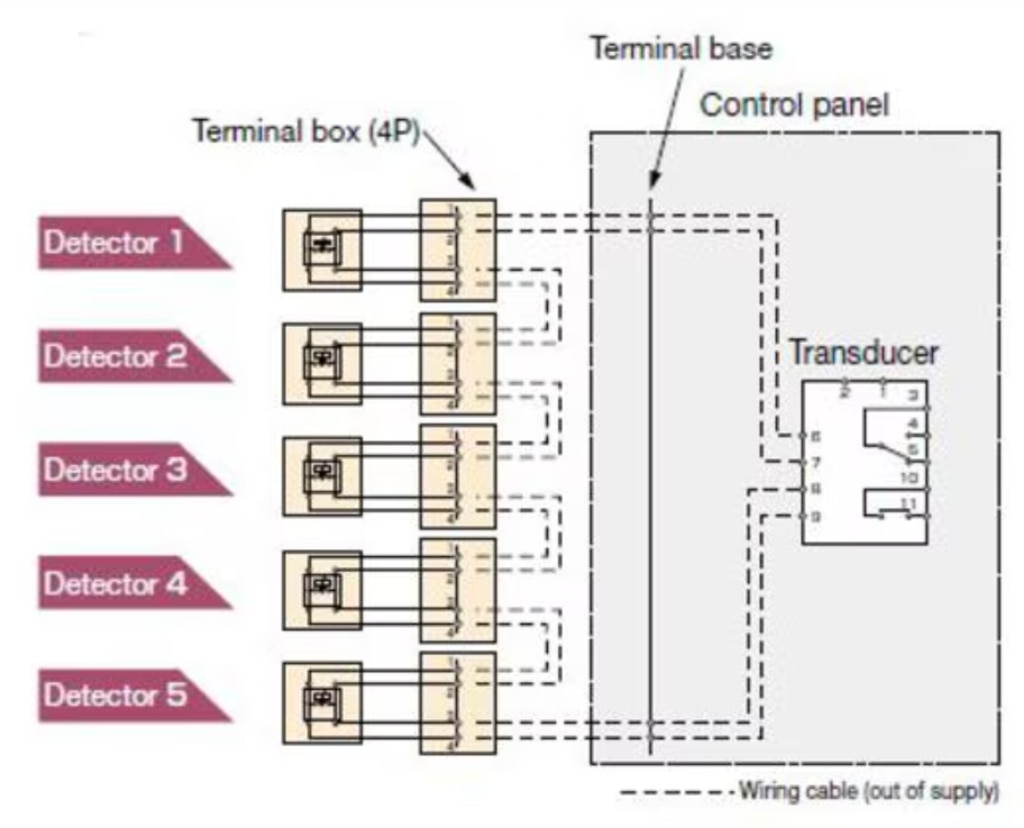
One transducer can be connected to five detectors and therefore possible to set to multiple impact rollers at the transferring chute area.
Benefits

Safe Operation
Stable detection dispels worries of trouble.
Time saving
Detector mounting work time and maintenance time will be reduced.
Cost reduction
Possible to minimize the loss of accident besides unwanted work will be reduced.
Please feel free to ask us if you have any questions
or you want our support. ⇩⇩⇩
Please feel free to contact us if you have any inquiries.
Click here to download documents.


© Matsushima Measure Tech Co., Ltd.