
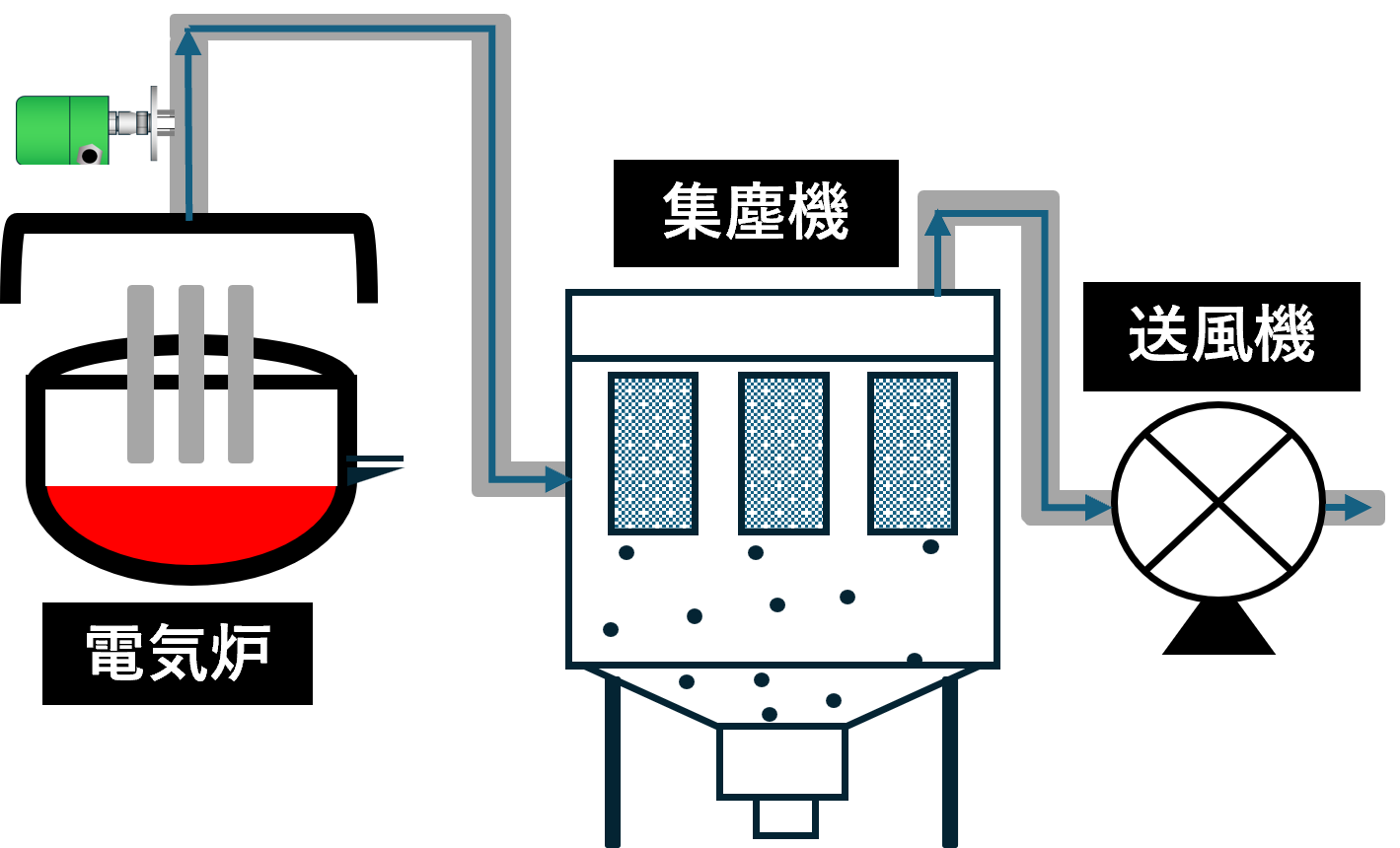
電気炉集塵機の省エネ事例
粉塵監視による省電力化
ダストモニタで省エネ事例

お客様情報
業種 :製鋼工場
設置機器:ダストモニタ
成果 :省エネ
設置場所
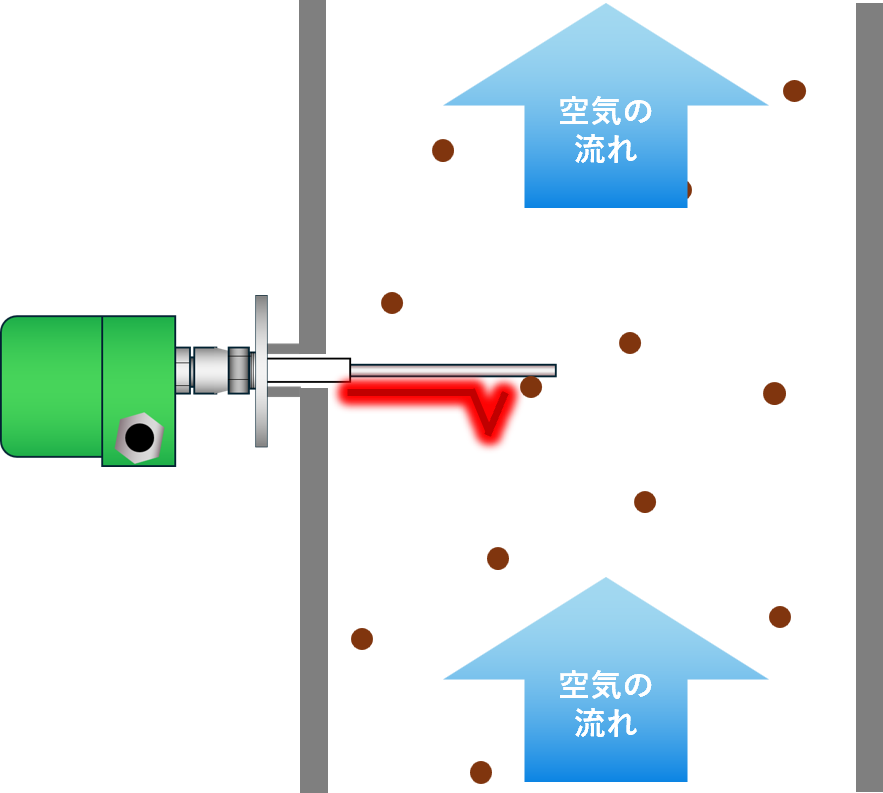
ダストモニタの仕組み
排ガス中に含まれる粉塵が、ダストモニタの検出用プローブに接触または近接して通過することで、電荷の移動(トリボ電流)が発生します。この電荷の移動量を電流信号に換算し、粉塵量に比例したDC4~20mAの計装信号として出力します。
\ ダストモニタの詳細はこちら /
関連記事
CONTACT
生産現場の監視や自動制御でお困りの際は
マツシマメジャテックへご相談ください。
ご不明な点はお気軽に
お問い合わせください
お問い合わせください
各サービス資料の
ダウンロードはこちら
ダウンロードはこちら

